一、引言
隨著智能制造的高速發展,在高端醫療保健、移動解決方案、航天航空、工業自動化4.0、物聯網和人工智能領域都需要精密復雜的機電一體化驅動控制系統,這對傳動齒輪的要求也越來越精密小巧化,精密小部件傳動的零件的需求也不斷增加。本文針對高精密傳動超薄小模數齒輪的切削加工工藝進行探討和研究。
二、齒輪運行環境
高精密的薄小齒輪將需要焊接貼合在一個輸出輪上,如圖 1 所示。轉速5,000RPM,輸出的扭矩為6cNm,工作環境溫度 50℃~60℃,壽命1億次約 4,000h。齒輪材料的選型及熱處理就非常關鍵,通過比對不同不銹鋼材質的特性最終選用2Cr13材料,熱處理制度為1,040℃/ 40min淬火+580℃~600℃/60min 回火,既能保證材料的硬度也能降低硬度的波動幅度。
三、齒輪的參數
根據零件使用的技術指標要求、環境要求、壽命要求等確定了齒輪參數如下:模數0.2mm,壓力角20°,齒數 80,齒厚 0.3mm,齒輪精度 GB/T 6 級以下,齒輪平面度 0.005mm的要求。
四、滾齒工具
高精密薄小模數齒輪加工需要滾齒機主傳動系統、滾刀主軸、產品安裝夾具同心度三合一才能保證齒輪的加工精度要求。為了滿足加工齒輪精度等級要求,機器的主軸傳動需要采用“零傳動”技術、產品拆裝方式、加工過程排屑、控制系統需要最大程度地保護人員,簡化調試和驗證以及降低生產中的非生產時間,選用瑞士 WAHLI W1000micro 進口專用加工小模數齒輪設備。選用 W1000micro 設備自帶的上料系統配做定位夾具。
對于小模數滾刀切削38~42HRC硬度的刀具的設計需要將軸向截面內做成齒條狀刀齒,這樣既可以保證切削精度,又可以提高刀具的壽命,刀具則選用 MIKRON 的0.2mm模數定制刀具。
針對 0.2mm 模數的齒輪,國際上通常選用日本大阪齒輪雙面嚙合測量儀 GTR-4PC。檢測中小模數齒輪的精度,能夠快速測量出齒輪的綜合偏差且測量出來的精度比較高,可以用來檢測齒輪的徑向綜合偏差和徑向跳動,還可以檢測齒輪的敲擊痕跡、不同形狀的齒輪和側隙等。該儀器設計的專用軟件能夠修正標準齒輪的徑向跳動誤差,減小標準齒輪的徑向跳動誤差對測量結果的影響,并能夠自動地對中心距進行歸零設置,使得測量的準確性能夠進一步得到提高。
五、工藝研究
常規普通的滾齒加工一般可以加工出8級精度的齒輪;選用上面的瑞士進口精密滾齒機和德國進口精密滾刀加工可以制造出 4~5 級精度,從而滿足薄小模數齒輪精度 GB/T 6 級要求。現就針對齒輪切削工藝進行研究和實驗。
工藝一:原材料-開粗-真空光亮熱處理-精車-切片-磨削-滾齒-檢查。
工藝二:原材料-開粗-真空光亮熱處理-精車-滾齒-切片-磨削-檢查。
切片后滾齒
(1)單片滾齒。
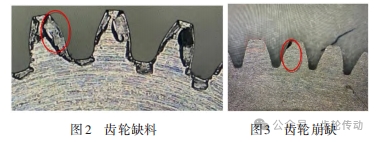
單片滾齒首先需要定制夾具將齒輪片完全壓住,由于材料硬度38~42HRC在滾齒過程中出現振刀現象導致齒輪損傷,夾具松開后齒輪片變形無法滿足GB/T 6級精度等級要求級 0.005mm 的平面度;不良圖片如圖 2、圖 3 所示。
齒輪精度的等級在 GB/T 8~9 級精度,測試齒輪齒形如圖4、圖5所示。

(2)多片滾齒。
多片滾齒是將單片疊加組合在一起整體滾齒,這個對單片零件平面度要求高,否則容易出現片與片之間有縫隙,在滾齒過程中齒輪的毛刺會卷邊到下一個齒片,且毛刺很難清潔處理。不良種類和圖片同單片滾齒一樣,齒輪的精度等級在 GB/T 7~8 級,如圖 6、圖 7 所示。

綜上所述,切片后滾齒工藝物料是單片滾齒還是多片滾齒都無法滿足齒輪參數要求。
滾齒后切片
整體滾齒就是先車一個薄小模數齒輪套筒,如圖 8 所示,這樣產品的剛性足夠,對夾具的裝夾定位也容易保證同心度 0.005mm 要求。采用整體滾齒的工藝就需要增加一個慢走絲及磨削工藝保證單片齒輪的厚度 0.3mm及平面度0.005mm要求,如圖9所示。

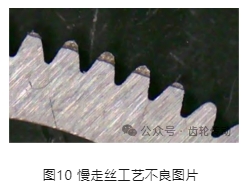
慢走絲切片過程中需要留意對零位時間過長就會導致齒輪片電腐蝕,出現齒輪前端缺失,凹陷等缺陷,不良圖片如圖10所示。
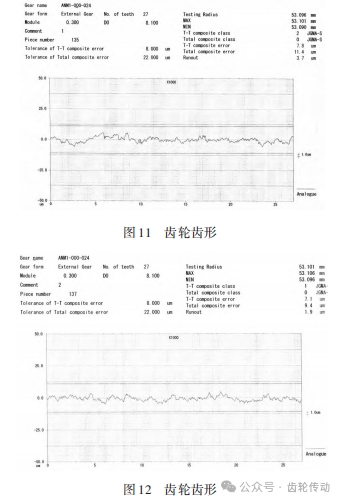
齒輪的精度等級在 GB/T 5~6 級,完全滿足齒輪精度等級要求,如圖11、圖12所示。
六、小結
針對高精密薄小模數齒輪的切削加工,建議采用的加工工藝:原材料-開粗-真空光亮熱處理-精車-滾齒-切片-磨削-檢查。選用 WAHLI W1000micro 設備及 MIKRON 刀具切削加工薄小模數齒輪能非常高效、穩定批量制造GB/T 6級齒輪精度的齒輪。
參考文獻略.